金型のかじりとは?
金型の「かじり」とは、被加工材中に含まれる炭化物などが高硬度片となり、金型表面の一部を削り取ること。また、金型と金型若しくは金型と被加工材との間で生じる摺動により、型材の一部が脱落することを指します。
金型のかじりが発生する原因
金型の「かじり」は、成形を繰り返していくうちに発生するものであり、主な原因としては、成化学反応や、金型表面の凹凸による被加工材の付着、成形や摺動による温度上昇、また金型表面の磨耗によって発生するとされています。
金型のかじりの種類
金型のかじりは、発生原因によって以下のように分類されます。
- アブレシブ摩耗柔らかい材料の方が硬い材料の方に削り取られること、また摺動している金属間に硬い異物が介在しその表面が削り取られる摩耗現象のことです。金型と材料の硬度に差がある場合に発生しやすい現象です。
- 凝着摩耗(焼き付き)摺動面にある微小な凹凸同士がぶつかり合い、生じた熱により凝着し、凝着部分が剥離し摩耗することです。焼付きともいわれています。
- 疲労摩耗金型が動いたり停止したりを繰り返すことによって金属が疲労し、発生する摩耗です。
- 微動摩耗(フレッチング摩耗)接触する固体表面が、互いに極めて小さい振幅で擦り合うときに生じる摩耗現象で、接触面はとても高温となります。赤錆が発生することが特徴です。
- 腐食摩耗潤滑剤の劣化に伴い金型が腐食されることで引き起こされる摩耗のことです。
金型のかじりを防止するには?
かじりが発生したまま生産を続けてしまうと、不良品が流出してしまいます。これを防ぐためにも以下のような事項を実施することが望ましいとされます。
- 表面処理(コーティング・窒化など)追加
- 金型表面の粗さ改善
- 金型の硬度アップ
- 金型間のクリアランス見直し
- 被加工材の潤滑処理適正化
しかしながら、潤滑剤の適正化は、種類や塗布量によって結果が大きく左右されることもあり、一筋縄でいくものではありません。
ここからは、潤滑剤に焦点をあてて、潤滑状態をリアルタイムで監視できるようにし、金型のかじり(焼付き)の発生を検知した事例を紹介します。
【事例】潤滑剤を性能評価して最適な塗布条件を選定
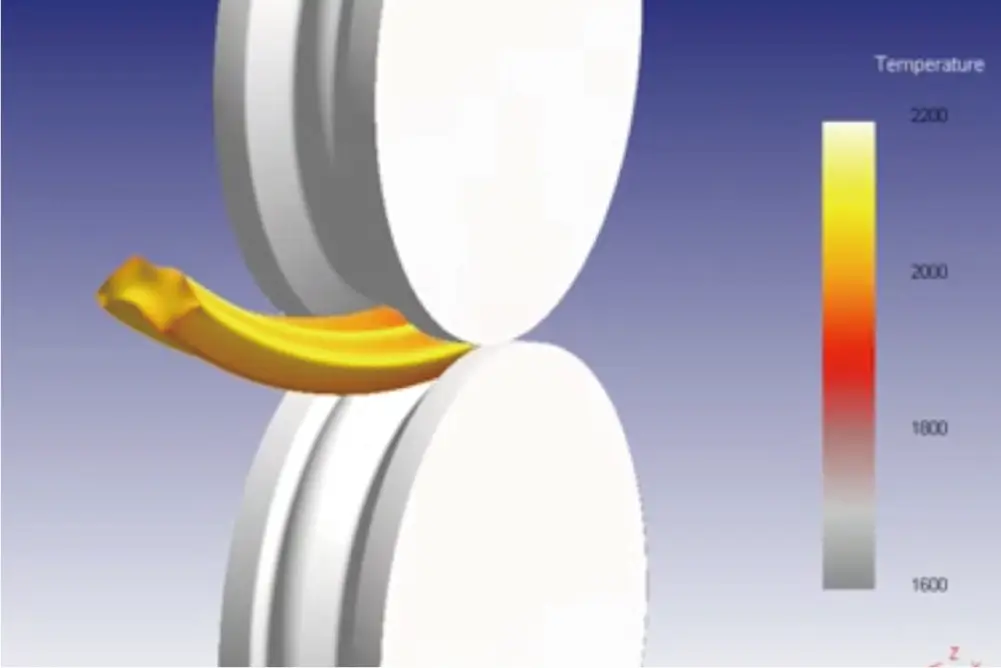
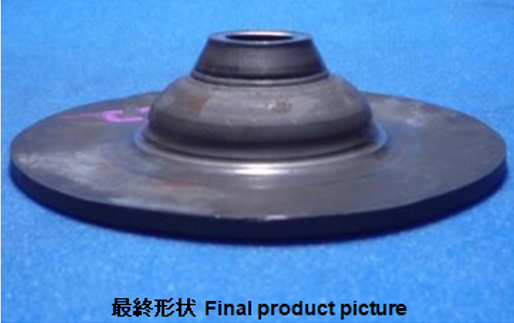
この事例では、鍛造工程において、
- 潤滑剤の塗布量による性能差を把握できておらず、不良品を多量生産してしまう
- 潤滑剤の摩擦性能が事前評価と実機で結果が異なり、現場トラブルとなる
というお悩みがありました。
対策
対策として、金型のノックアウト荷重と連動する箇所に、圧電式荷重センサー「PiezoBolt」を設置し、計測を実施しました。
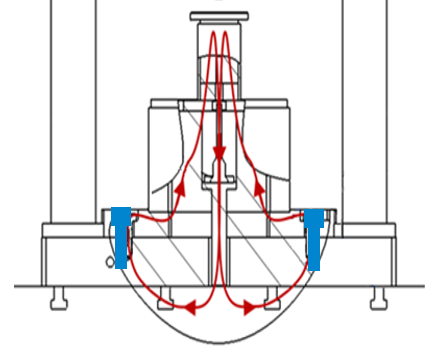
※ボルト型圧電式荷重センサー「PiezoBolt」とは?
ボルトの内部に圧電素子を用いたセンサーユニットが埋め込まれた荷重センサー。
力(圧力)を加えることで電圧を発生させる圧電効果を利用して、微小な荷重変化の計測が可能。
より詳しい内容は、以下リンクよりご覧ください。
効果
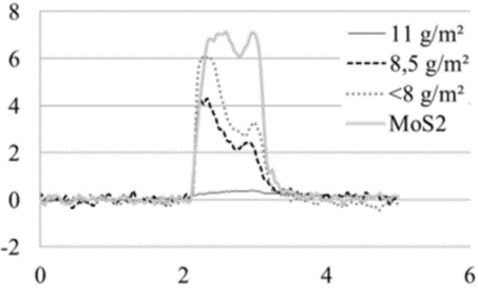
その結果、潤滑剤の種類や量を変えると成形条件がまったく同じでも、計測結果がまったく違うということが判明しました。
これにより、最適な塗布条件を選定するために行っていた試作テストの回数や費用を減らすことができます。また、製品のノックアウト荷重の差をみて、潤滑状態をリアルタイムで検知ができるようになり、金型の焼き付きの発生や破損検知なども行うことができるようになりました。
最後に
いかがだったでしょうか。
金型のかじりを防止する方法は、多くありますが、今回は潤滑剤の適正化をメインに事例を紹介させていただきました。
自社の生産ラインでも適用できないか、かじり以外にも割れや摩耗などで困っている、などお困りのことがあれば、お気軽にお問合せください。