焼付きとは?
焼付きとは、工具と被加工材が摩擦し温度が上昇することで、工具に被加工材が溶着してしまう現象です。切削工具やプレス金型など大きく摩擦が生じる製品によく見られます。
焼付きの原因
焼付きが発生する主な原因は以下のとおりです。
- 潤滑油の種類や使用量が適切でない
- 潤滑油の性能を超えた加工条件により潤滑が不足する
- 工具と被加工材との摩擦面の温度が高くなり、金属が溶融する
- 工具および被加工材の表面粗さが大きい
焼付きの対策
焼付きを防止するには、以下のことに気を付ける必要があります。
- 工具と被加工材との間に、適切な種類・量の潤滑油を介在させる
- 工具の面粗度を上げる・コーティングなど表面改質する
- 工具の材質を被加工材と凝着しにくい材質にする
【事例】CAE解析で焼付き度合いを評価
ここからは、自動車用ギヤ製品に焦点をあてて、焼付き低減を目指した事例を紹介します。
焼付きは、CAEソフトを活用することで、一般的に面圧・速度を組み合わせて評価できるといわれています。
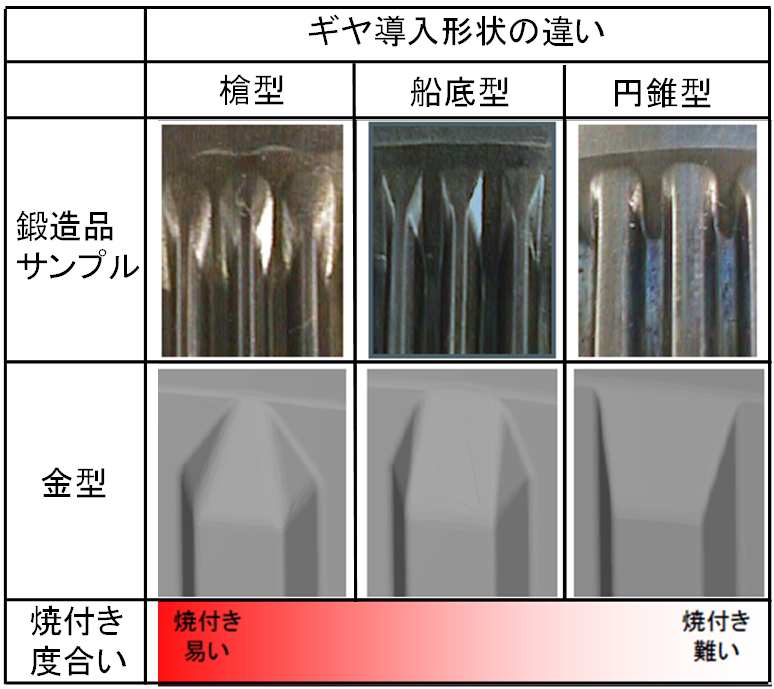
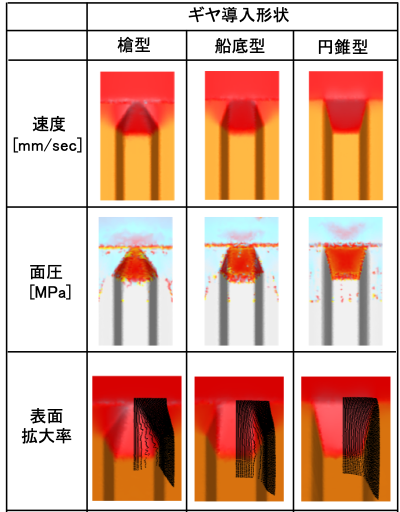
しかし、本事例のようなギヤ成形では、ギヤの導入形状の違いが焼付きに影響を与えるということが分かっているものの、面圧、速度はほぼ同様な分布を示しており、評価できていませんでした。
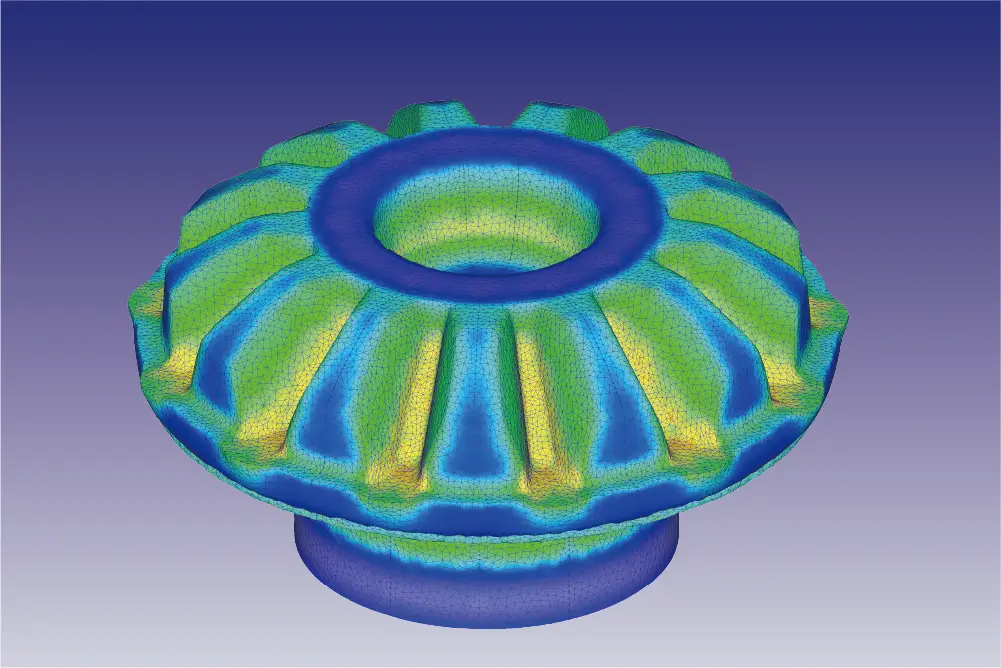
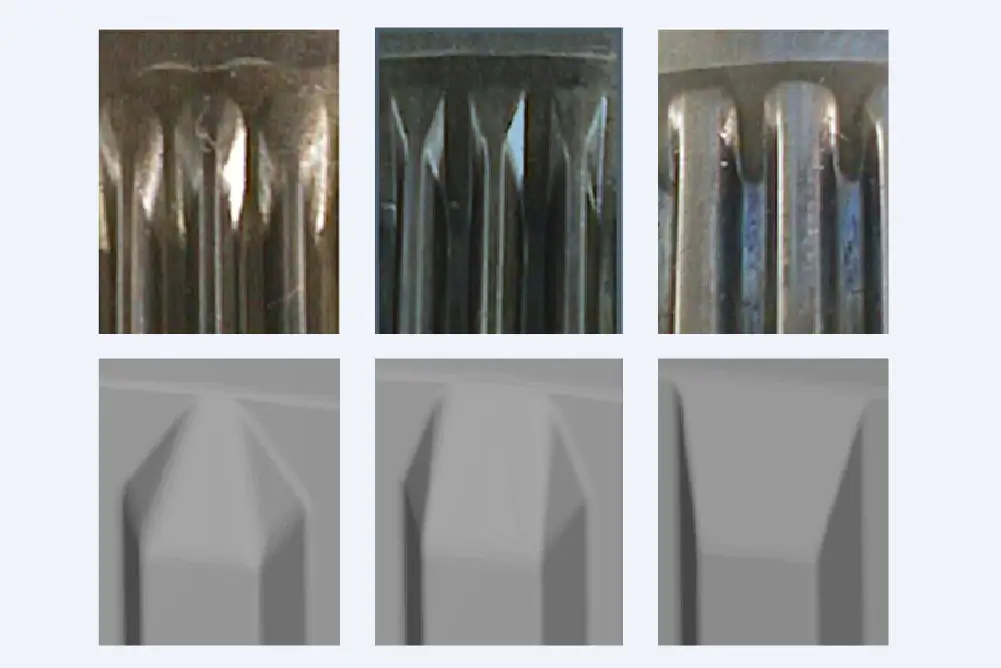
ギヤ導入形状が槍型であるものは、焼付きが発生しやすく、円錐型のものは焼付きが発生しづらいとされており、船底型の焼付き度合いはその2つの中間とされています。
CAE解析で評価対象にする項目
そこで、従来からいわれている評価項目の面圧・速度に加えて、ギヤ導入形状によって大きく異なる材料表面の広がりを考慮するために、表面の拡大率を新たなCAE評価項目としました。
実際に、表面の拡大率の結果を加えて、ギヤ導入形状の違いによる焼付きの度合いを評価したCAE解析結果は以下の通りです。速度・面圧では大差ない結果ですが、表面拡大率はギヤ導入形状によって材料表面の広がりに差がでており、焼付きの評価ができることがわかりました。
最後に
いかがだったでしょうか。
このようにCAE解析を活用すれば、焼付き発生度を設計段階で把握することができ、適切なギヤ導入形状を選択。設計品質を向上できます。今回は、ギヤ製品の焼付きに焦点をあてて解説しましたが、他の製品や他の損傷に関する検証も当社では承っています。
生産している中で何かお困りごとがありましたら、お気軽にお問合せください。