板成形の不具合発生の背景
板材から作られている部品のうち、バーリング/ドロー/曲げ/増肉などの多いものは10工程以上かけて成形されており、近年では複動多軸プレスを用いた1工程(1ショット成形)での成形が増えています。
その成形過程において、曲げやカップ成形の工程で局部的にくびれてしまうことにより生じる割れや、増肉工程での巻込みなどの成形不具合は、素材の流動挙動が予測しにくいため、トライ&エラーを繰り返しながら開発を行います。
今回は、ドライプレートの成形工程における製品不具合(巻込み)を、弊社が取り扱うCAEソフト「DEFORM」を用いて改善した事例についてご紹介します。
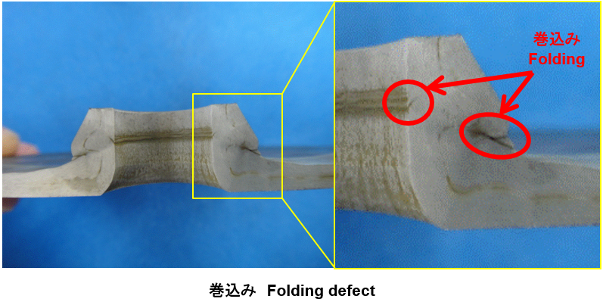
板成形で発生した不具合(巻込み)
板部品(ドライブプレート)の成形工程のうち、増肉工程(全11工程の8工程目)において製品不具合(巻込み)が発生しています。
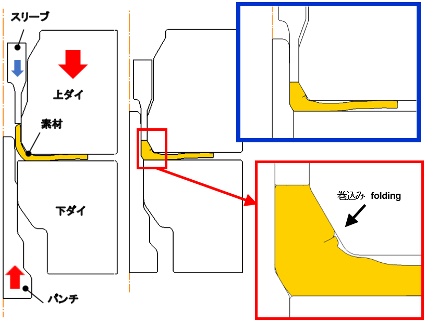
不具合(巻込み)発生メカニズムと課題
増肉工程では、スリーブと上下ダイを同時に動作させ、素材上端部を潰していくことで板厚を3.5mmから7.0mmへ増肉しています。
DEFORMを用いて再現解析を行ってみたところ、上下ダイの空間が大きい状態で素材上端部をスリーブで押し込むと、素材がそのできた空間に変形していくため、巻込みが発生していることがわかりました。
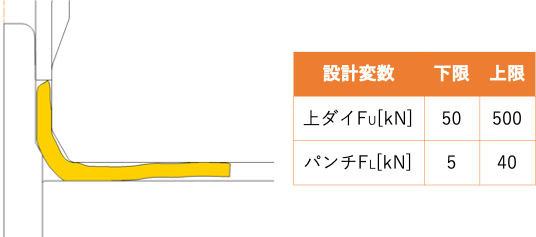
不具合(巻込み)に対する対策
上下ダイの間の空間を制御することが重要であることがわかったため、成形中の上ダイとパンチの背圧力を見直すことで改善できると考え、DEFORMの機能である“最適化モジュール”を活用し、対策検討を行いました。
“最適化モジュール”では、目的関数と制約条件、設計変数を設定し、目的関数と制約条件を満たした最適な設計変数を得ることができます。
最適化モジュールで得られる結果は以下のとおりです。
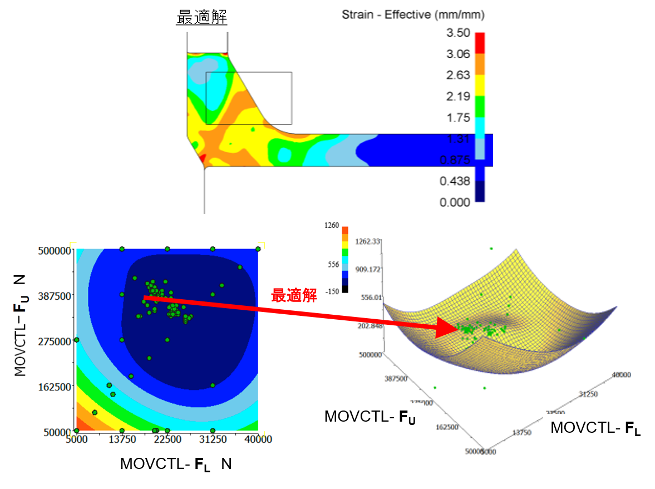
上ダイの背圧力は378.50kN、パンチの背圧力は20.75kNで巻込みが発生せず、未充填のない最適な条件を得ることができました。
まとめ
不具合(巻込み)発生のメカニズム
・増肉工程では、スリーブと上下ダイを同時に動作させ、素材上端部を潰していくことで板厚を3.5mmから7.0mmへ増肉しています。再現解析を行ってみると、上下ダイの空間が大きい状態で素材上端部をスリーブで押し込むと、素材ができた空間に変形していくため、巻込みが発生していることがわかりました。
結果
・DEFORMの機能”最適化モジュール”を活用することで、上ダイの背圧力は378.50kN、パンチの背圧力は20.75kNで巻込みが発生せず、未充填のない最適な条件を得ることができました。
これまでもヤマナカゴーキンの設計では、開発を進める中でDEFORMを活用してきましたが、近年では最適化や実験計画法モジュールを活用し、新たな気づきを得ることができています。
ぜひ、他の事例もご覧ください。