高難易度 L/D 9倍の中空形状を冷間鍛造で実現。軽量化とコスト削減に貢献する中空シャフト開発

この事例は、自動車部品に用いられる中空シャフトについて、従来の機械加工(ガンドリル加工)では困難であったコスト削減と軽量化を、高精度な冷間鍛造によって実現した開発事例です。※本事例はお客様との共同開発事例です。
| 製品名称 | 中空シャフト |
|---|---|
| 用途 | 自動車部品 |
| 材質 | SCr420 あるいは SCM420 |
| サイズ | 長さ265.8mm 軸の内径φ15 軸の外径φ34.8 |
| 工法 | 冷間鍛造 |
| 成形荷重 | 500tonf |
| 開発期間 | 3ヶ月〜5ヶ月 |
開発の背景と課題
中空が仕様上必須、あるいは軽量化を目的とするシャフト部品の製造では、従来、機械加工(ガンドリル加工)が主流でした。しかし、この方法は材料費や加工費の増大に加え、生産性の低さが課題となっていました。
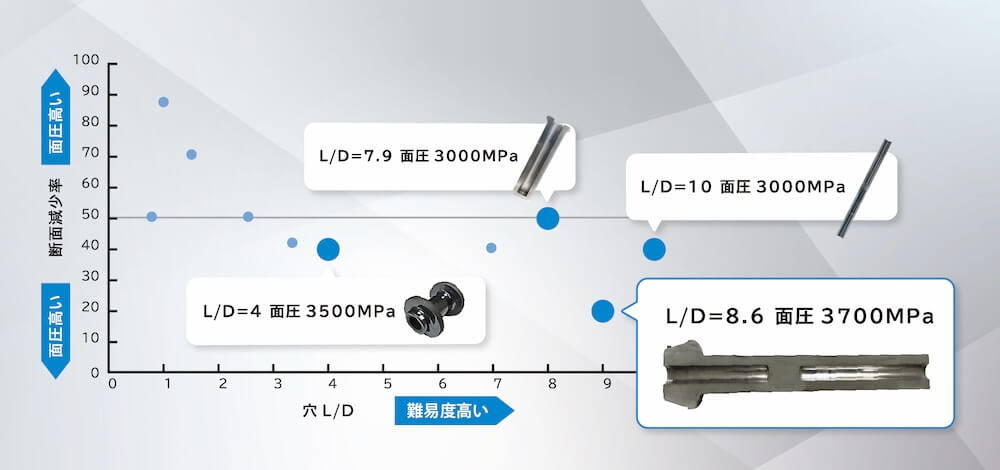
そこで、安価に軽量化を実現するために、製造方法を鍛造へ転換することが最適解とされました。この中空シャフトの鍛造開発における最大の技術的な難関は、高い精度を保ちつつ長尺の穴を成形することです。具体的には、深さと内径の比率(L/D)が、一般的な量産実績であるL/D 3~5倍程度を大きく超えるL/D9倍という、極めて難易度の高い深穴を実現する必要がありました。
特殊金型構造とパンチ設計による高精度な偏心抑制の実現
当社は、この高難易度な深穴鍛造を実現するため、当社と共同開発のお客様で、外径に対する内径の偏心抑制構造を開発しました。高いL/D倍率での成形を可能にする要素として、特殊な金型の構造とパンチ設計が重要な役割を果たしています。
具体的には、パンチが成形初期に製品の中心から成形が始まるよう、そして成形途中でも可能な限りブレることなく突き進むよう、パンチガイドの位置や長さ、そしてクリアランスを最適化しています。このガイド機構がパンチの軸を安定させ、局所的な負荷や摩耗を抑制します。また、成形を成功させる肝となるパンチの先端形状そのものも最適化することで、長尺の深穴加工における高精度な偏心抑制を実現しています。
蓄積されたノウハウによるパンチの長寿命化対策
高面圧に耐え、量産適用を可能にするため、パンチそのものの寿命対策も重要な開発ポイントでした。
パンチそのものが曲がらないよう、できるだけパンチの長さは短くし、寸胴のように径の差がないものを採用しています。
当社がこれまでに蓄積した知識やノウハウに基づき、寿命に大きく影響するパンチの材質(超硬)を厳選し、それと組み合わせて最適な表面処理を施すことで、高面圧環境下での長寿命化を実現しています。
CAE活用による複雑な成形プロセスとモーション設定の最適化
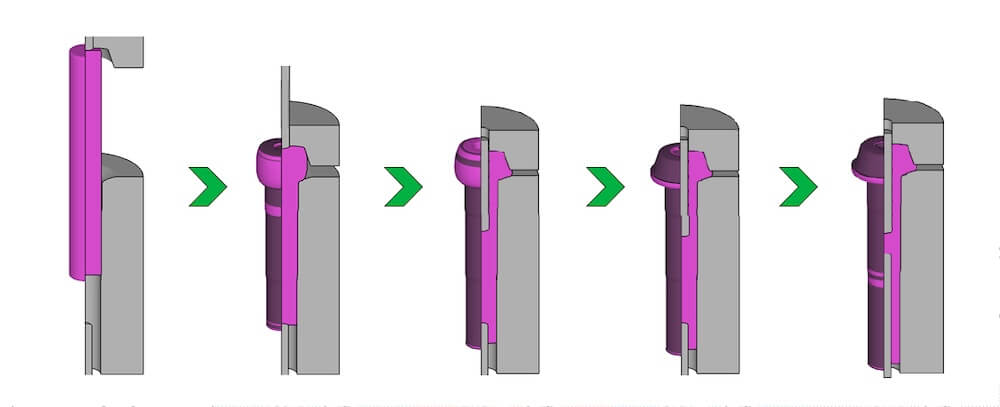
本部品は、単純な棒状ではなく頭部(かさ部分)を持つ複雑な形状であり、その頭部部分と内部の深穴を本ワンショットの中で同時成形するためには、高度な工夫が必要でした。
当社は、試作におけるトライ&エラーのコスト削減を目的に、当社と共同開発のお客様で、CAEによる徹底検証を実施しました。シミュレーションの結果、先に頭部を潰してから穴を成形するプロセスがワンショット成形に最も適していることを特定しました。さらに、頭部を潰しながら穴を開けていくタイミングやスピードなどの細かなモーション条件をCAEで詳細にシミュレーションし、最適な条件を見つけ出すことで、開発の効率化と成功率向上を図っています。
難易度の高い要求に応える技術開発力
ヤマナカゴーキンは、今回のL/D 9倍という深穴鍛造のような非常に難易度の高い要求に対し、最適な工法の提案と最高の精度での製品化をサポートすることが可能です。
これは、長期間にわたり鍛造に関する深い知識とノウハウを蓄積してきたことに加え、1,500件を超える豊富な鍛造品開発実績を誇るためです。
 さらに、これらの実績で培われた知見と、高度なCAE技術を融合させることで、複雑な課題に対しても理論的かつ効率的に最適解を導き出します。ヤマナカゴーキンは、この強みをもって、これからもお客様の挑戦的な要求を実現するパートナーであり続けます。
さらに、これらの実績で培われた知見と、高度なCAE技術を融合させることで、複雑な課題に対しても理論的かつ効率的に最適解を導き出します。ヤマナカゴーキンは、この強みをもって、これからもお客様の挑戦的な要求を実現するパートナーであり続けます。
難易度の高い部品開発や、現在の工法でのコスト・品質にお困りの際は、ぜひ当社にご相談ください。