鍛造化で高冷却性能と高生産性を実現。ヒートシンクの鍛造開発
この事例は、自動車や各種電子機器などに用いられる冷却デバイスの構成部品であるヒートシンクの、高い冷却性能と生産性を両立させる鍛造化を目指した開発事例です。
| 製品名称 | ヒートシンク |
|---|---|
| 用途 | 自動車、各種電子機器 |
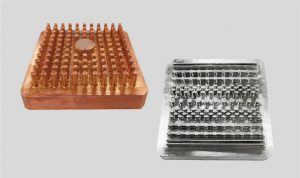
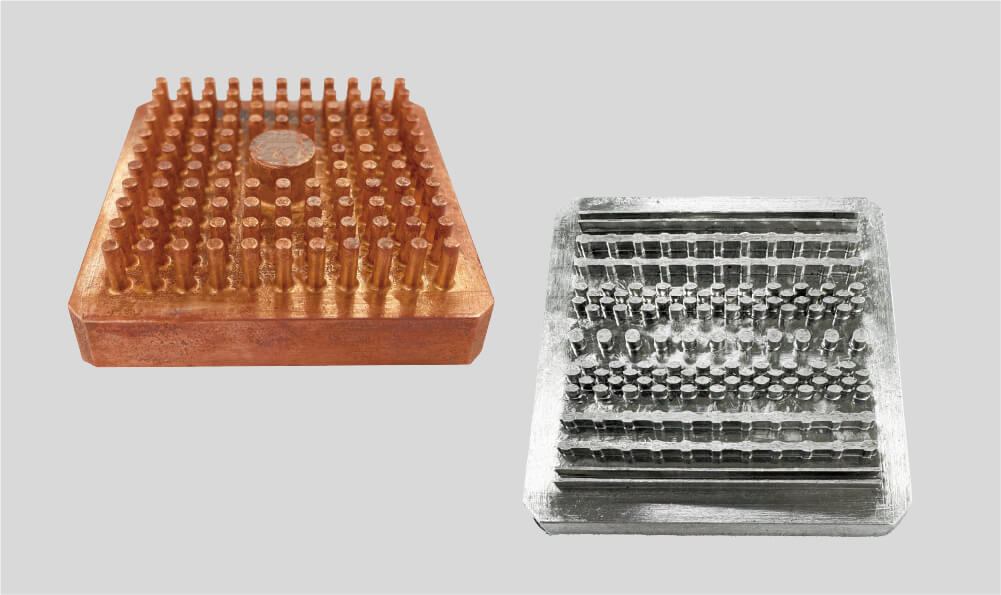
| 材質 | 銅・アルミ |
| サイズ | 64×65mm |
| 工法 | 冷間/温間(〜300℃) |
| 成形荷重 | 300tonf〜600tonf |
| 開発期間 | 3ヶ月 |
開発の背景と課題
自動車の電動化や、電動化デバイスの採用拡大に伴い、冷却デバイスの構成部品であるヒートシンクのニーズが急速に高まっています。従来、ヒートシンクは切削加工等で製造されていましたが、複雑なフィン形状の加工に時間を要するため、生産量増大への対応が課題となっていました。
こうした背景から、切削と比べて大幅な加工時間の短縮と高い生産性を実現できる鍛造化に注目が集まっています。さらに、鍛造品は金属に強い圧力をかけて成形するため、内部の空隙が少なく材料密度が向上します。これにより熱伝導率が向上し、高い冷却性能を発揮します。このように、鍛造は生産性の向上と高性能化の両面から、次世代ヒートシンクの製造技術として大きな期待が寄せられています。
背圧制御の活用による切削レス化とピン高さ精度の向上
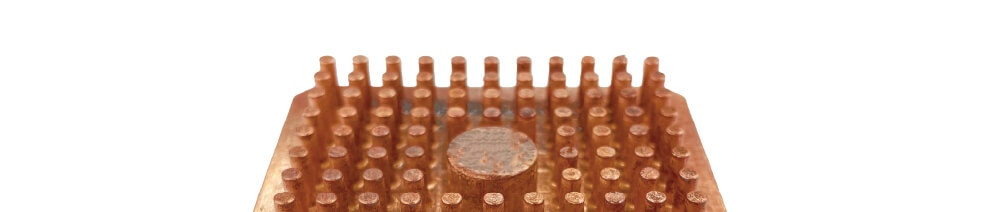
ヒートシンクを鍛造成形する際のよくある課題として、特に細かなピン形状の場合、材料が金型の隅々まで均等に行き渡らず、外側が長くなったり中央が短くなったりとピンの高さが不揃いになる点が挙げられます。これにより、切削による後加工が必須となり、鍛造化による生産性向上のメリットが失われていました。
当社では、多軸複動プレスや背圧機構のあるプレスを活用し、背圧をかけながら成形を行うことで、素材をピンの先まで均等に行き渡らせることに成功しました。
その結果、ピンの高さ精度が優れた状態(ピンの高さが揃っている状態)での成形が可能となり、従来必要だったピンの高さを揃えるための切削後加工を省略でき、大幅なコストダウンと生産性向上に貢献します。
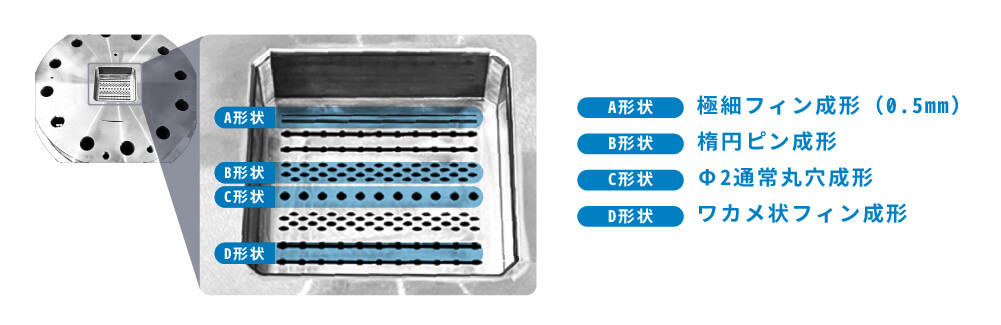
さまざまなピン形状への対応と形状維持の工夫
当社では、楕円ピンなど、さまざまなピン形状を鍛造で成形可能です。特に楕円ピンは表面積が増えるため冷却性能も高いという特長があります。
本事例では、ピン部分のみをサンプルとして製作しましたが、実際の製品には取り付け用ボルト座面が付き出している異形プレートのケースも多くあります。ピン成形だけでなくプレート異形状成形に対しても、お客様のお持ちの設備や材料調達ルートによる価格差など、様々な状況に見合ったモノづくりをご提案いたします。
CAEを活用した最適設計と大型サイズへの対応
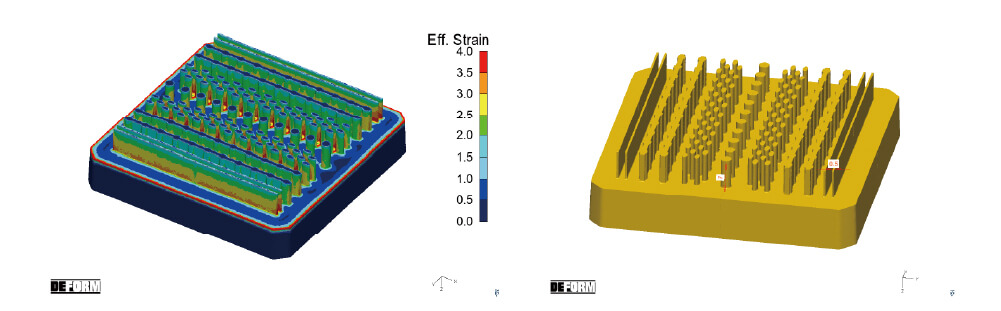
試作のトライ&エラーにかかるコストを削減し、難易度の高い要求に対応するため、CAEソフト「DEFORM」による事前検証が重要な役割を果たします。
本事例のサンプルは64×65mmですが、ヒートシンクはサイズが大きくなるほど、成形に必要な荷重も大きくなるため、既存のプレス設備では対応できないケースが出てきます。当社では、この問題を解決するためにCAEを活用しました。
具体的には、CAEで成形時の荷重分布と成形挙動を可視化し、目標とする荷重に収まるよう、これまでの設計経験やノウハウを元に成形工程を見直しました。見直した設計で複数の解析(シミュレーション)を行い、既存プレスでも大型サイズのヒートシンクが成形できるベストな最適設計を見つけ出すことが可能です。
詳細については、[保有プレス機で大型ヒートシンクは鍛造できるか? CAEで成形荷重を事前検証した実例]をご覧ください。
シームレスな連携で、高難度なプロジェクトを加速させる開発体制
今回のヒートシンク開発では、サンプルを成形するにあたり、「コストを抑えられるアルミニウム」と「冷却性能を上げられる銅」の両方でサンプルを成形しました。このようにお客様の多様なニーズに対応するため、当社は常に柔軟な姿勢でソリューションを提供しています。
最先端の設備、長年にわたり培ってきた現場の知見、そして高度なCAE解析技術を融合させることで、難易度の高いお客様の要求に対しても、最適な工法の提案と最高の精度での製品化をサポートすることが可能です。
ヒートシンクに限らず、軽量化や高強度化、高精度化を目的としたあらゆる部品の鍛造化をご検討中でしたら、ぜひ一度ご相談ください。お客様の課題を解決するためのハイレベルなソリューションを提供いたします。